CSM Deutschland ist der führende Anbieter von Produkten und Serviceleistungen für handwerkliche und industrielle Hersteller sowie Großverbraucher von Backwaren im deutschen Markt.
Mehr als 15.000 Kunden vertrauen CSM Produkten, deren Kompetenz und Innovationskraft. Im Werk Delmenhorst arbeiten …..Mitarbeiter an die Herstellung der Produkten. Consultant: Carla Latijnhouwers Am 13. und 14. Juni 2012 war es soweit. Die 23 Kinder der 4. Klasse von Das Thema der zwei Tage ist die Gestaltung unserer Zukunft mittels Die Kinder werden sich mit den Produkten, deren Herkunft und deren![]()
Profile: Senior Consultant
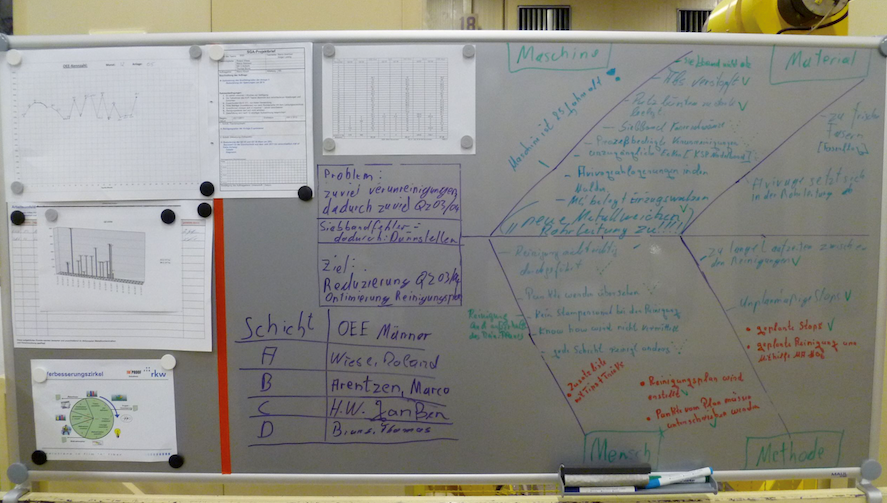
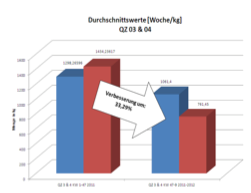
Type of project: SGA on waste and quality losses
Project period: 2012





Karsten Langosch der Leinius-Ernst-Schule sitzen neugierig in einem
Stuhlkreis.
Kreislaufdenken.
Zukunft auseinander setzen, um so zu lernen, wie diese Produkte
idealerweise zu designen sind.




CSM Deutschland
SGA on waste and quality losses
Ernsy-Lenius -Schule Kassel